Il centro tecnologico Motorbacs è stato fondato nell’aprile 2022 e conta oggi oltre 80 professionisti. È strutturato in due aree principali: Dipartimento Progetti e Dipartimento Tecnologie Ingegneristiche.
Il Dipartimento Progetti comprende: revisione progetti, sviluppo nuovi progetti, gestione produzioni di massa e sviluppo fornitori.
Il Dipartimento Tecnologie Ingegneristiche include: modellazione e analisi, tecnologia di stampi e utensili, attrezzature e dispositivi di fissaggio, pianificazione delle linee produttive, ingegneria di produzione, implementazione processi e costi standard, oltre a collaudo e laboratorio.
Il Centro integra funzioni chiave quali progettazione prodotto, simulazione e prototipazione; progettazione, simulazione e realizzazione di stampi; sviluppo e implementazione di linee produttive; gestione di nuovi progetti e produzioni di serie; controllo avanzamento lavori, gestione dei costi e sviluppo risorse. Rappresenta un hub completo di innovazione e il principale motore della crescita tecnologica aziendale.




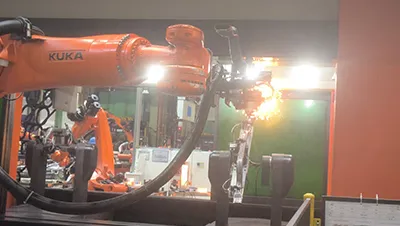
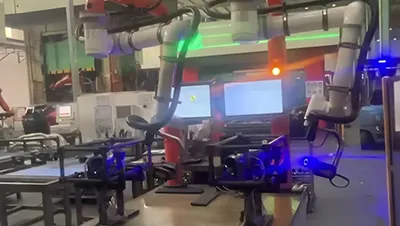
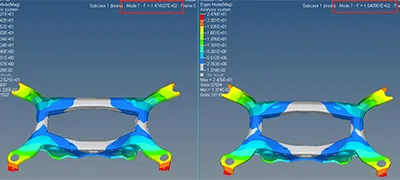
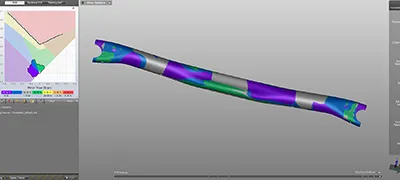
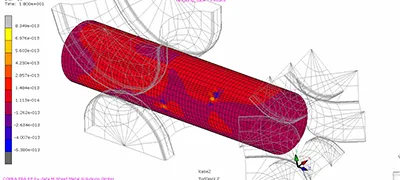
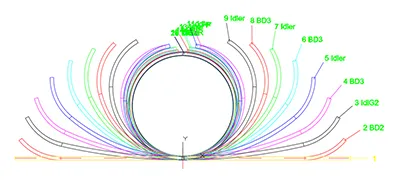
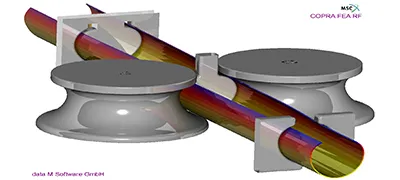
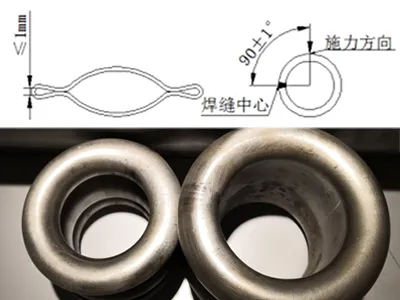
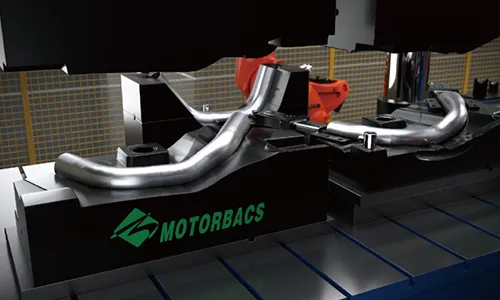
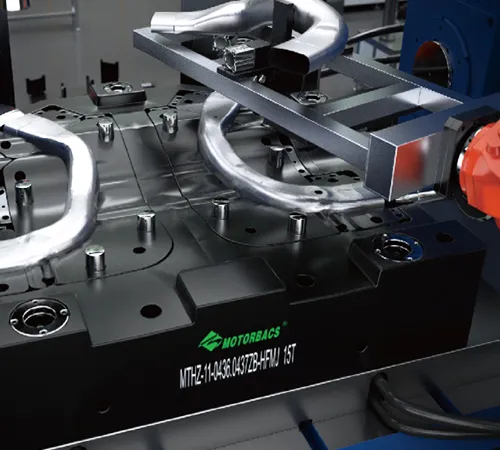
Il centro dispone di un team qualificato di ingegneri specializzati nella progettazione di attrezzature e dispositivi di controllo. Sono stati sviluppati oltre 200 set di stampi e sistemi di controllo per travi di torsione e bracci posteriori del telaio. Il team possiede competenze avanzate in analisi CAE, modellazione 3D e progettazione di superfici complesse.
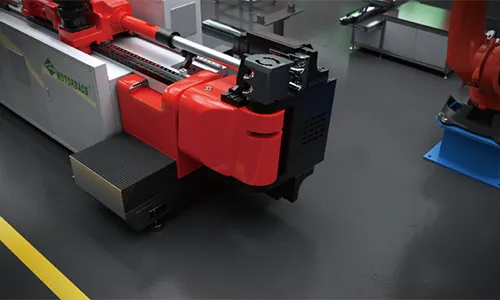
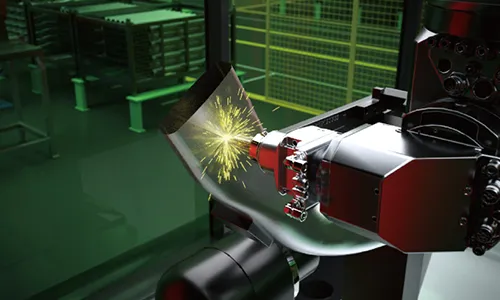
La capacità produttiva interna per la costruzione di utensili comprende tre centri di lavoro a portale, due centri di fresatura ad alta velocità, ventiquattro centri di lavoro verticali, quattro torni CNC e tre macchine per elettroerosione a filo. Grazie a queste dotazioni, tutte le attività di lavorazione e realizzazione di utensili e attrezzature vengono gestite internamente, ad eccezione del trattamento termico e delle lavorazioni a cinque assi.